汽车覆盖件冲模零件表面修复原理
汽车覆盖件冲模零件表面修复原理
汽车外覆盖件的表面质量缺陷包括:压伤、压印、灰包和凹坑等,钣金件生产工序过程包括:拉深、修边、冲孔和整形翻边。因覆盖件尺寸较大、质量较重,一般在自动化生产线上进行生产,成形零件出现缺陷时会造成较大的返修量,其中以凹坑缺陷最难返修,消耗大量的物力、财力和人力资源。
冷焊工艺是指在微观上应用外力或电能使得焊材扩散到基体表面的一种焊接工艺。冷焊机是利用冷焊工艺的焊接设备,通过微电瞬间放电产生的高热将专用焊丝熔覆到工件的破损部位,与原有基材牢固熔接,焊后仅需少量打磨修复焊接区域即可。因其特殊的工艺特点,常被用于对基体表面小范围、高精细的焊接修复,且修补后的工件可直接进行铣、锉、磨等二次机加工。
冷焊机可分为堆焊式和贴片式2种,图1(a)所示为堆焊式冷焊机的工作示意图,利用大储存电流脉冲在瞬间流过工件和母材的接合面,接触部位瞬间被加热到2700~3300℃,焊材以等离子化状态的熔融金属通过冶金的方式过渡到焊补母材的表层。图1(b)所示为贴片式冷焊机的工作示意图,贴片式冷焊机又称为模具修补机,采用电阻焊原理即利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。这2种冷焊机均可用于修复基体的划伤、磨损、砂眼、气孔等细小的缺陷。在修复模具零件时主要使用贴片式,其主要特点是能将不同厚度(0.05~0.20mm)的焊片利用电阻焊的原理附着在基体表面。
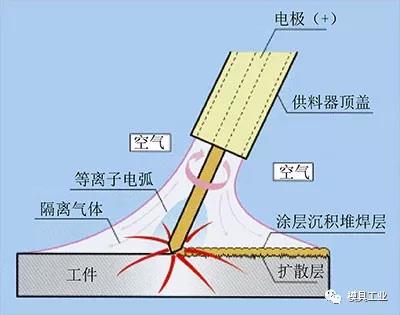
(a)堆焊式
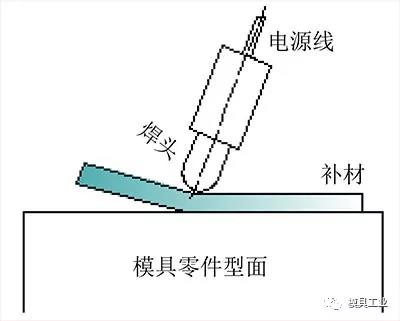
(b)贴片式
图1 冷焊机工作示意图
表1对比了贴片式冷焊与普通电弧焊、氩弧焊相关技术,相较于普通电弧焊和氩弧焊,冷焊具有操作简单、无需保护气体、产生热量少、焊后修复量少等优点,不会导致修补的工件发热、变形、退火和咬边。

(a)贴片式冷焊
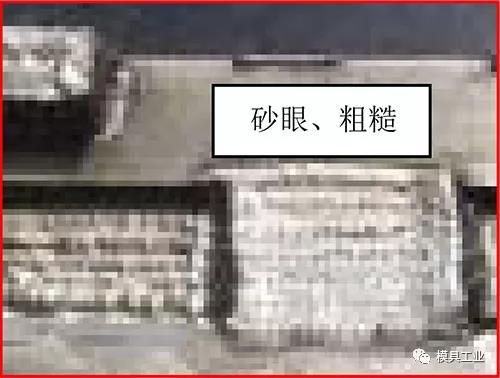
(b)普通电弧焊

(c)氩弧焊
图2 焊接面效果
图2所示为焊接修复效果对比,其中图2(a)显示贴片式冷焊面的表面质量好,表面无可视砂眼、裂纹等缺陷,且有效附着于基体上;图2(b)、(c)为传统焊接表面,表面存在砂眼、细小裂纹,且与基体搭接区域突变较大。因此贴片式冷焊可避免传统焊接的变形、裂纹、变色等缺点,适合修补精细工件,但不能进行高温补焊修复模具零件表面。
拉深模在高频次的使用过程中,凸模型面上会逐渐积累灰包造成产品凹陷,这些凹陷呈散点式分布,如图3(a)所示。
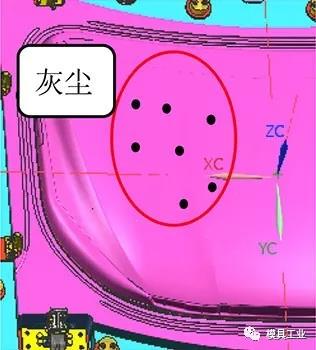
(a)灰尘散布
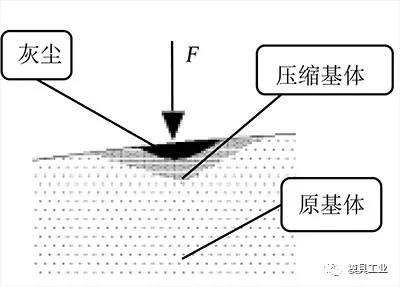
(b)凹坑下的基体密度改变

(c)产品凹陷
图3 凹陷产生过程
当有灰尘掉落在凸模上表面时,成形力会将灰包压入凸模型面,使模面材料发生塑性变形,待灰包被擦拭脱落后形成了小凹坑,凹坑下方一定范围内的基体被压缩,密度较原基体大,如图3(b)所示。某产品凹陷如图3(c)所示,当模具零件型面因灰包产生凹陷时,若未及时进行修复,其影响通过油石能在成形产品上反映,最终造成产品表面质量不合格而返修。
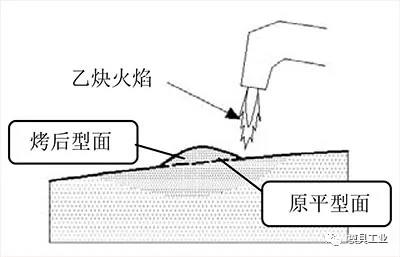
(a)平面火焰烘烤验证
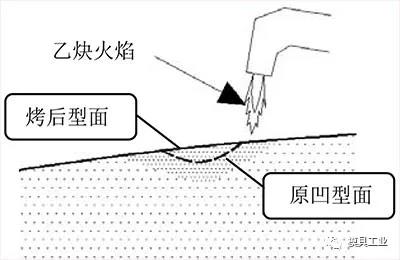
(b)凹陷火焰烘烤验证
图4 火焰烘烤技术验证
图4所示为火焰烘烤技术原理,其中图4(a)是对模具零件无损伤的表面进行烘烤时,模具零件表面会出现向上的弧形凸包,所以利用火焰烘烤技术对凹陷周围区域进行烘烤时,能够消除凹陷,如图4(b)所示。火焰烘烤技术利用材料热胀冷缩原理,当对凹坑下局部呈压缩状态的基体借助乙炔燃烧的高温,在一定距离内对拉深模零件进行烘烤,压缩的基体受热膨胀使基体整体密度大致均匀,消除凹坑。
▍内容来源:《模具工业》2019年第3期
▍原文作者:袁斌,余明喜,张民权
▍作者单位:江铃控股有限公司