复杂深拉深零件成形及生产稳定性研究
发布时间: 2019.10,16
发布人:四川模协
复杂深拉深零件成形及生产稳定性研究
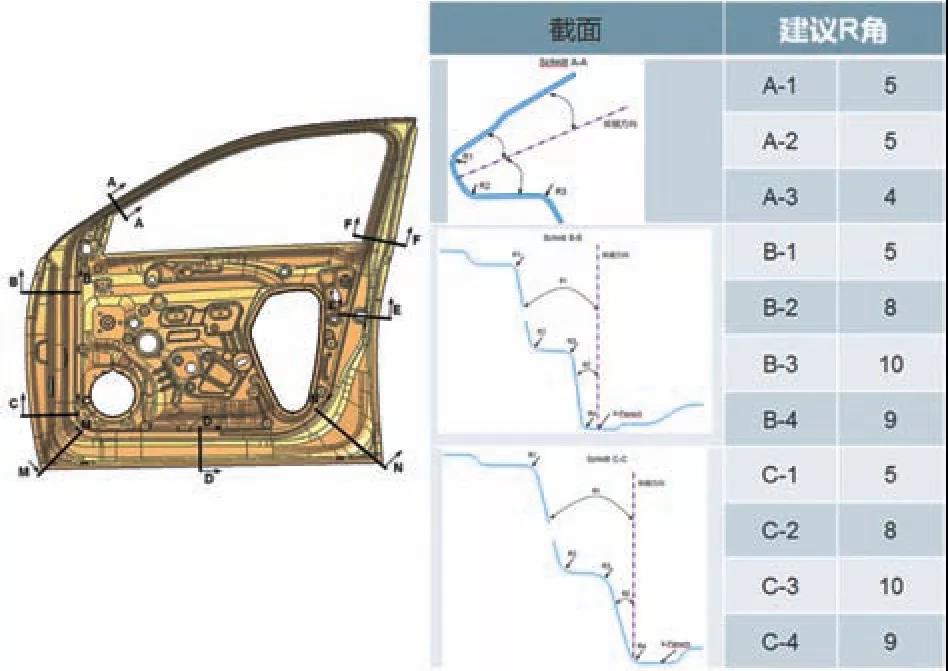
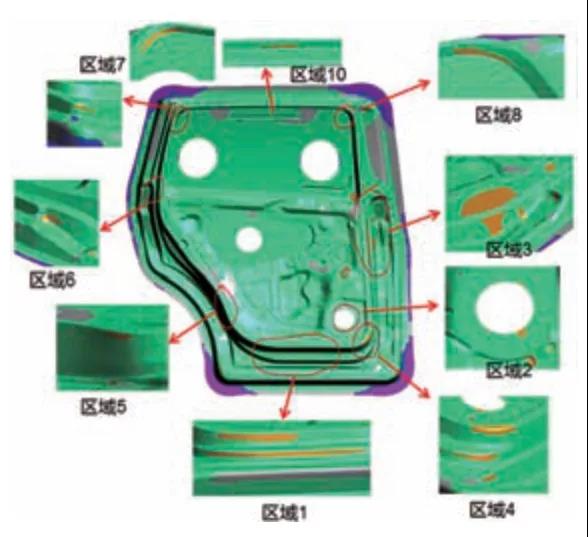
产品造型特征分析




产品结构优化
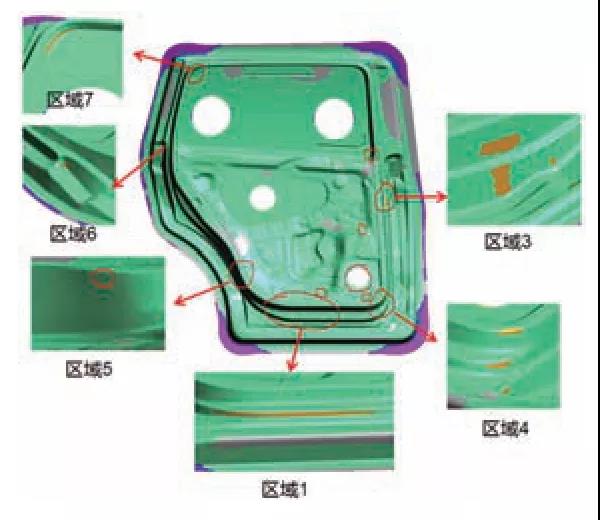
仿真开裂评价参数优化
可接受减薄率设置


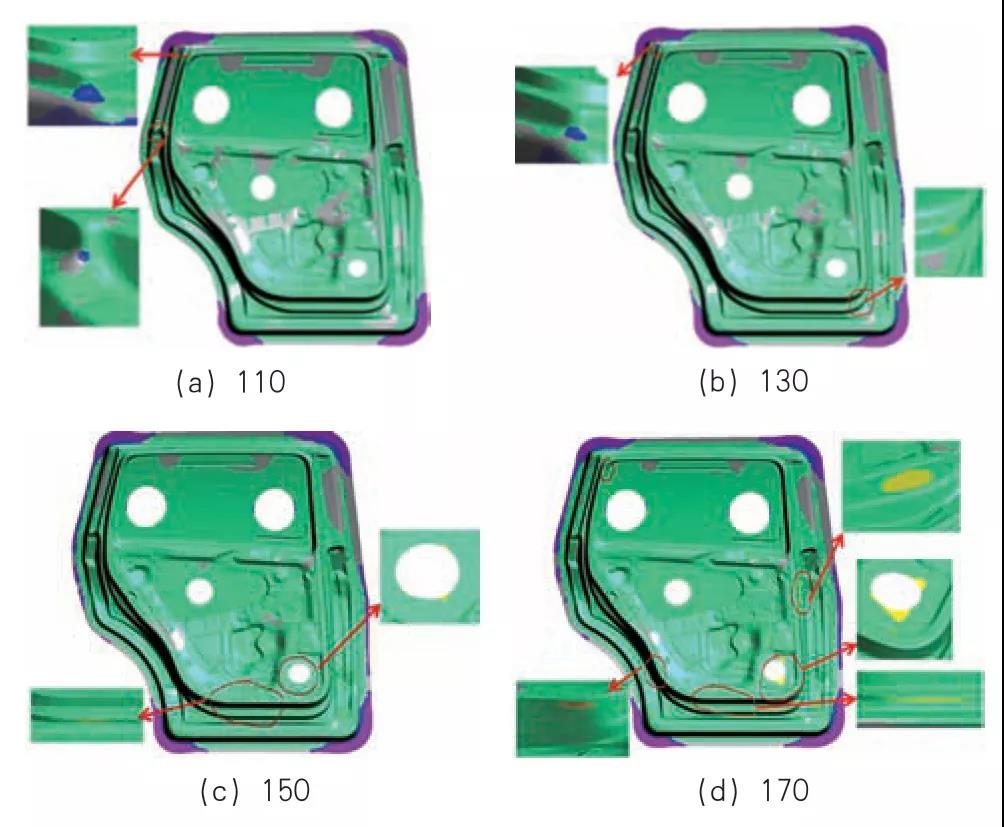
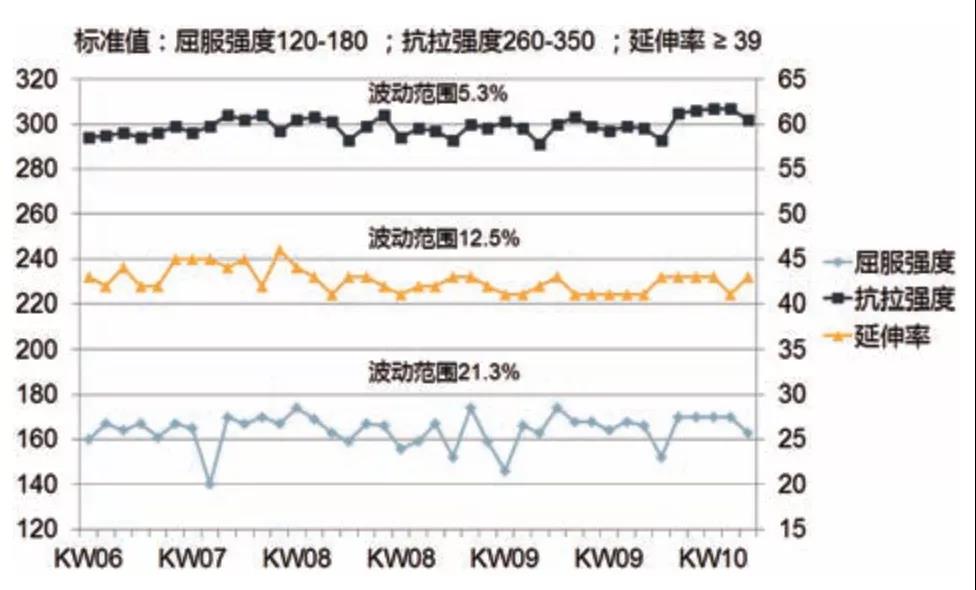
压边力和材料参数波动对开裂结果影响
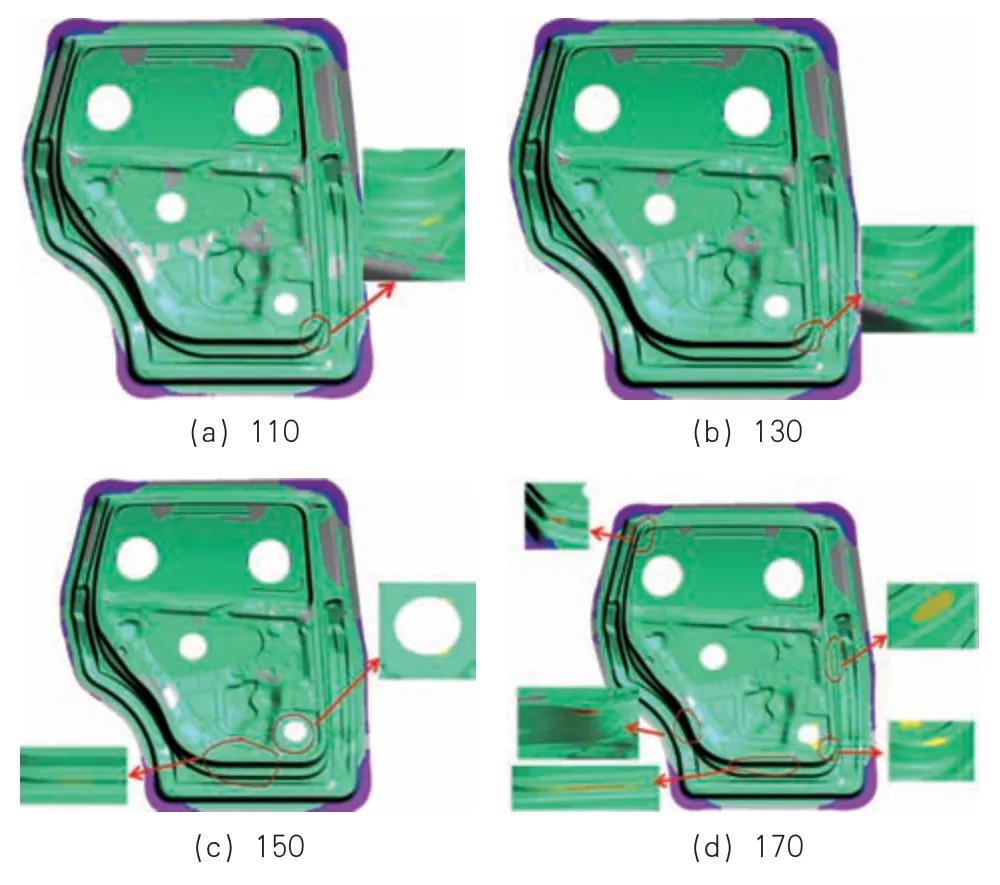
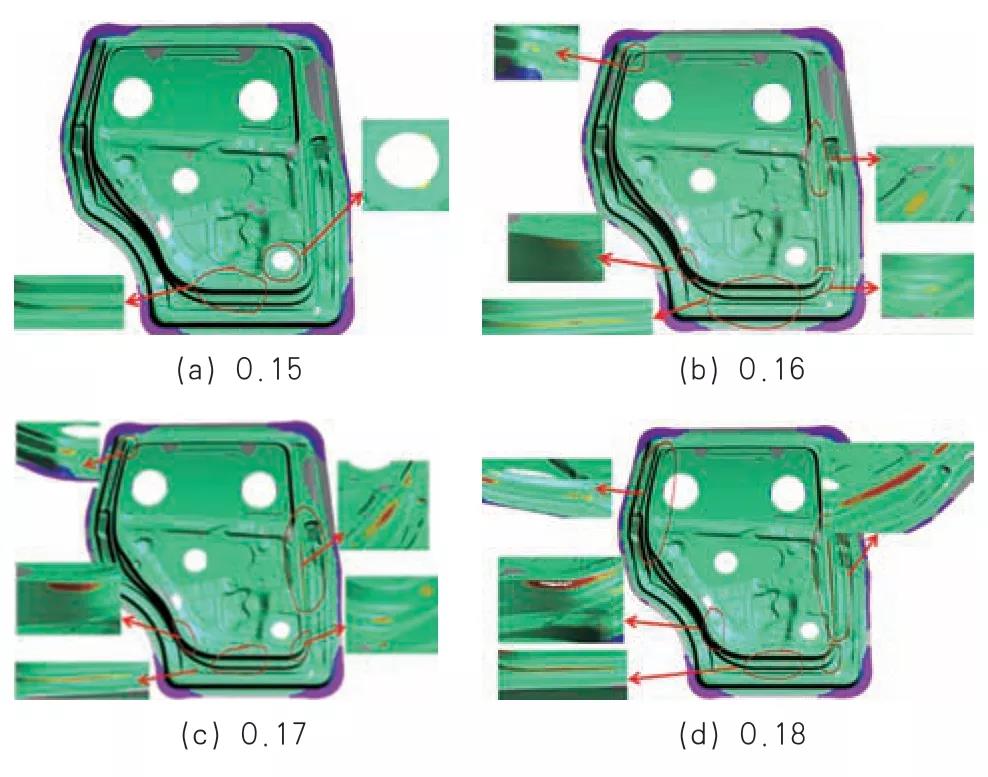
摩擦系数对开裂结果影响
结论
上一篇:汽轮机叶片锻模失效分析
下一篇:论Cr13型马氏体不锈钢的锻造
复杂深拉深零件成形及生产稳定性研究
上一篇:汽轮机叶片锻模失效分析
下一篇:论Cr13型马氏体不锈钢的锻造