Moldflow在改善汽车轮罩熔接线质量中的应用
发布时间: 2019.10,16
发布人:四川模协
1
问题的提出

2
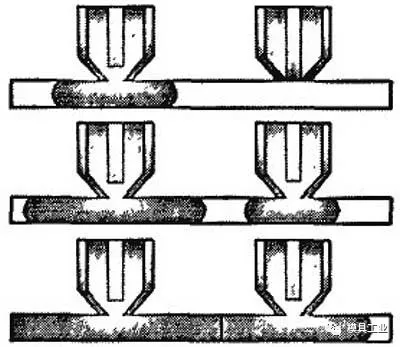
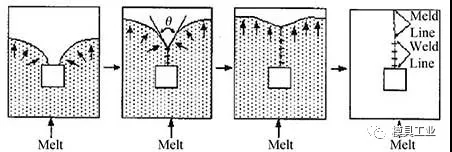
熔接线缺陷的理论分析
3
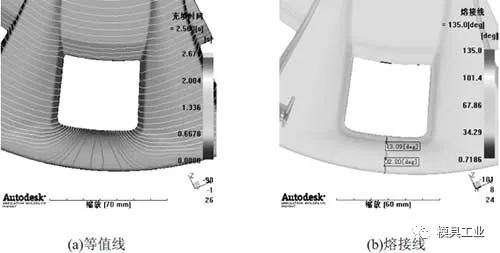
Moldflow分析

5
方案优化
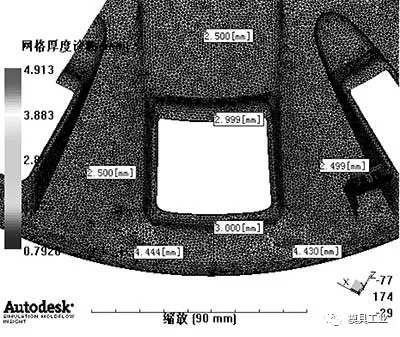
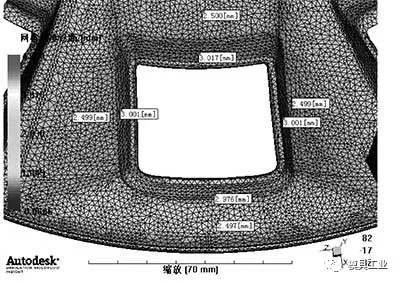
图7 优化后的轮罩装饰件料厚分布
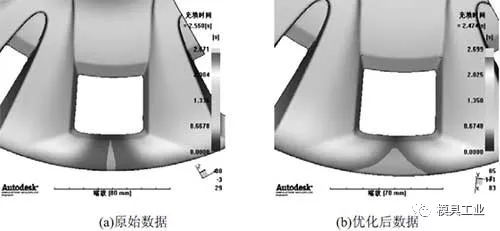
图8 原始数据和优化后数据充填结果对比
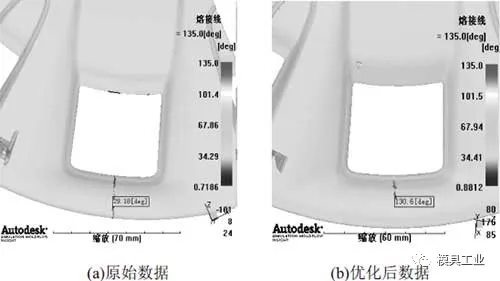
图9 原始数据和优化后数据熔接线结果对比

图10 试模件
(来源:模具工业)
▍原文作者:徐静1,孟兵2,杨明华3
▍作者单位:1.成都航天模塑股份有限公司;2.成都航空职业技术学院