抑制U形件冲压回弹翘曲的拉深筋优化设计
抑制U形件冲压回弹翘曲的拉深筋优化设计
冲压件尤其是U形件在汽车零部件中应用广泛,由于其结构形状复杂,成形时,材料不能全部进入屈服流动,使塑性变形不充分,容易出现回弹、翘曲等问题,降低零件的成形精度,给整车匹配带来不利影响。近年来,为了满足燃油经济性要求,汽车零部件轻量化趋势日益明显,各种高强度、超高强度钢板广泛应用于汽车纵梁等U形件的制造,但是材料强度的提高会带来回弹、翘曲等缺陷。
对于U形件的回弹问题,研究人员一般通过在压边圈和凹模上设置拉深筋,调整拉深成形的压边力。一方面拉深筋增大进料阻力,使板料在拉深过程中承受足够的拉应力,提高零件的刚度,减少零件回弹引起的凹陷、翘曲、波浪等缺陷;另一方面,通过调整拉深筋各部位的进料阻力,防止进料过多导致起皱和进料过少导致开裂的现象。

图1 汽车纵梁零件
图1所示为某汽车纵梁零件结构,是典型的U形件,零件外形尺寸为828mm×115mm×270mm,材料厚度为1.4mm,由于该纵梁用于汽车底盘的焊接和支撑,其尺寸精度直接影响车架总成,甚至整个车身的尺寸精度。
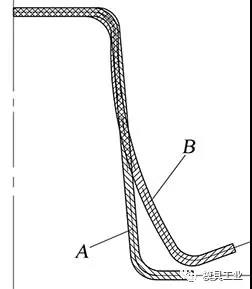
图2 侧壁回弹翘曲
实际生产过程中,该U形件拉深后侧壁容易出现图2中B所示的回弹(A为零件侧壁理想状态)。2种状态的零件尺寸差距大,侧壁与法兰面相接处回弹偏离大,严重影响了零件的匹配精度,降低了总成零件尺寸合格率。
为调整压边力,有学者提出了变压边力(vari⁃ableblankholderforce,VBHF)的概念,与传统的恒定压边力工艺相比,对提高拉深极限和成形质量效果明显。而实际成形过程中所需的压边力曲线与零件形状、位置、材料特性等密切相关,很难得到精确的计算结果。目前,国内汽车企业广泛采用机械压力机进行U形件的拉深,其所提供的压力只能保持恒定,无法随冲压成形而改变。
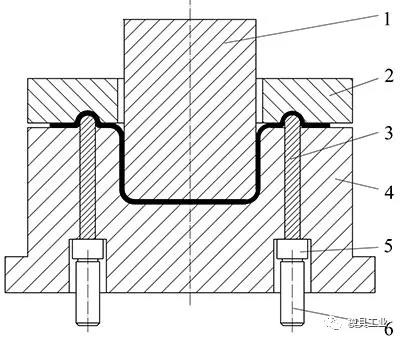
图3 气垫控制浮动拉深筋
1.凸模 2.压料板 3.拉深筋 4.凹模 5.拉深筋垫板 6.顶杆
李小平等发明了一种具有变拉深筋阻力的模具,通过将拉深筋从凹模或压料板上分离,拉深筋从凹模或压料板中向上穿出,下端通过拉深筋垫板与顶杆上端接触,机床气垫顶杆推动拉深筋垫板运动,拉深筋高度由气垫通过顶杆控制,即在拉深过程中,拉深筋的高度和阻力随气垫顶杆行程变化而改变,其结构如图3所示。赵坤民等发明一种氮气缸驱动的活动拉深筋装置,其设置的活动拉深筋不与机床的气垫顶杆相连接,而是在拉深筋底部设置有伸出压边圈下底面的支座,当支座接触凸模底座时,活动拉深筋被顶起,形成进料阻力,其结构如图4所示。

图4 氮气缸控制活动拉深筋
1.凹模 2.板料 3.压边圈 4.压边圈氮气缸 5.凸模 6.支座 7.活动拉深筋
这些活动拉深筋通过调整拉深过程中压边力的大小以减少零件侧壁的回弹。该技术合理,但是实际实施过程中存在一些困难,如:活动拉深筋的高度在拉深过程中发生变化,但其高度难以精确控制,且拉深筋刚度较差。同时,活动拉深筋或梯度拉深筋均设置在压边圈上,需在压边圈上开设活动拉深筋通槽,降低了压边圈的强度。此外,活动拉深筋与压边圈之间的间隙难以控制:间隙太大,板料流动过程中容易卡料;间隙太小,活动拉深筋的运动不顺畅,并且加快拉深筋与压边圈的磨损。
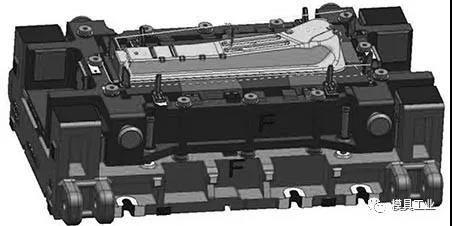
图5 某汽车纵梁拉深模
图5所示为某车型纵梁拉深模结构,该零件采用高强度钢板制造,成形过程中侧壁出现回弹和翘曲缺陷。鉴于板料强度较高,压边圈和凹模采用镶拼结构。

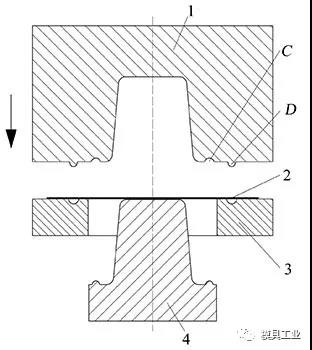
图6 拉深筋结构分布
1.凹模 2.板料 3.压边圈 4.凸模
镶件材料采用Cr12Mo1V1,后续TD处理,由于该材料不适合补焊,拉深筋的调整需采用铸铁凸模进行。图6所示为拉深筋结构分布,由图6可知,与传统的拉深筋设计相同,第一拉深筋设置在凹模1上,而在凸模4上设置第二拉深筋。拉深成形初期,第二拉深筋不起作用,只由凹模上的第一拉深筋对进料阻力进行控制。拉深成形后期,压力机滑块接近下死点,第二拉深筋开始作用,对最后的成形阻力进行控制,增大板料流入的阻力,保证U形件侧壁塑性变形充分,获得平整的侧壁。
(a)放置板料上模下行

(b)凹模第一拉深筋与板料接触
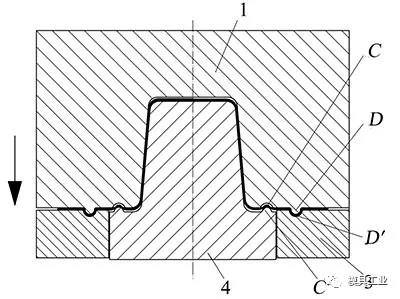
(c)凹模压紧板料压边圈下行
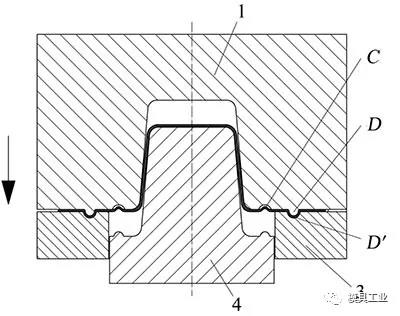
(d)凸模第二拉深筋与板料接触
图7 成形过程中拉深筋作用示意图
图7所示为2种拉深筋在拉深过程中的作用情况,图7(a)为拉深初始状态,将板料2放置在顶起的压边圈3上;压力机滑块带动凹模1向下运动,第一拉深筋开始起作用,凹模上的第一拉深筋凸起部位D与板料2接触,并与压边圈3共同压紧板料2,如图7(b)所示;压力机滑块及凹模1继续下行,第一拉深筋凸起部位D和第一拉深筋凹槽部位D′共同作用,将板料锁紧,共同向下运动,如图7(c)所示。该过程中材料流过凹模的第二拉深筋凹槽部位C,由于第二拉深筋凸起部位C′并未与板料接触,第二拉深筋没有起作用。拉深成形后期,如图7(d)所示,凹模继续下行,当第二拉深筋凸起部位C′与板料接触后,其与第二拉深筋凹槽部位C共同限制了板料的流动,增大了材料的流动阻力,保证板料的塑形变形充分,抑制侧壁的回弹和翘曲。
对于冲压拉深初期压边力过大容易导致板料发生开裂;压边力过小,成形零件容易发生翘曲和回弹。随着拉深的进行,零件变形量不断增大,加工硬化的效应明显,材料的屈服强度也随之增大,变形进入弹性变形区域,卸载后导致零件发生回弹和翘曲。创新设计的拉深筋,在拉深变形的后期,通过设置在凸模4上的第二拉深筋增大进料阻力,提高塑性变形的程度,抑制零件回弹和翘曲。
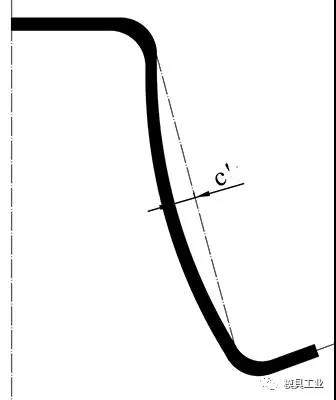
图8 侧壁翘曲量
图8所示为一种侧壁翘曲的表征方式,其中,侧壁最大相对落差值c′可表征侧壁翘曲的程度。当c′=0时可认为侧壁为平直表面,未发生翘曲,相反,c′值越大,则侧壁翘曲变形程度越大。
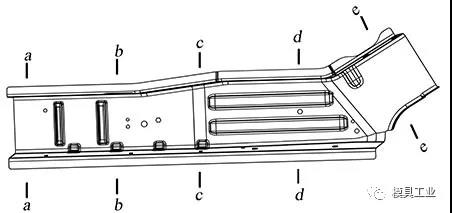
图9 汽车纵梁选取截面
在该汽车纵梁零件选取图9所示几个典型截面,对常规拉深筋下侧壁翘曲与新型拉深筋作用的侧壁翘曲进行比较,其侧壁翘曲量c′如表1所示。

图10 汽车纵梁实际零件
由表1可知,改进拉深筋结构及位置后,汽车纵梁翘曲量减少了80%,可有效抑制侧壁回弹和翘曲,零件合格率显著提高。图10所示为采用新型拉深筋成形的U形件在检具上的状态,由图10可知,其侧壁间隙均匀,侧壁回弹和翘曲得到有效抑制。
▍原文作者:韦韡,张峰,李恒佰,周江奇
▍作者单位:上汽通用五菱汽车股份有限公司