侧板注射模具设计
发布时间: 2019.10,06
发布人:四川模协
侧板注射模具设计
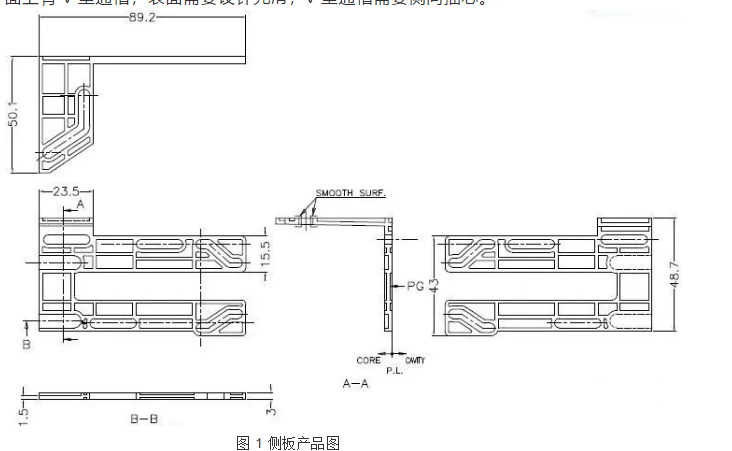
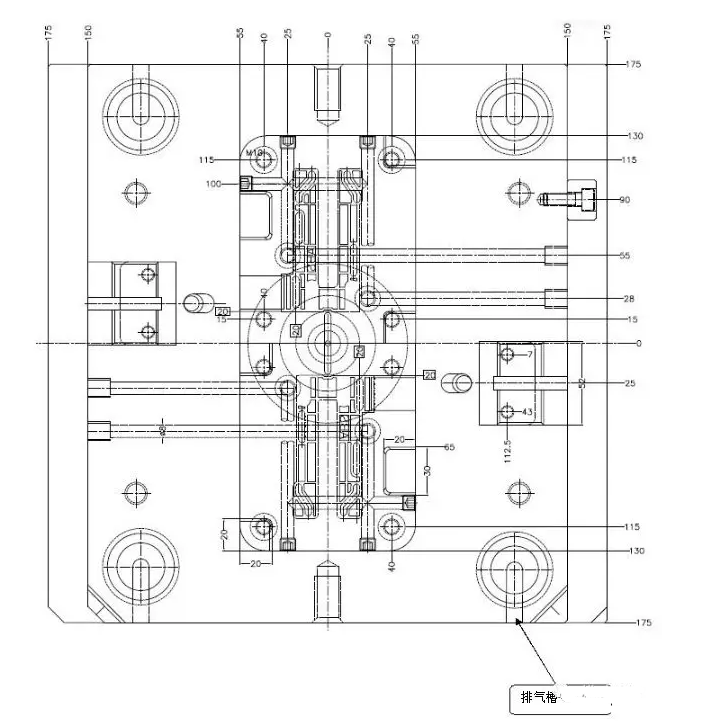
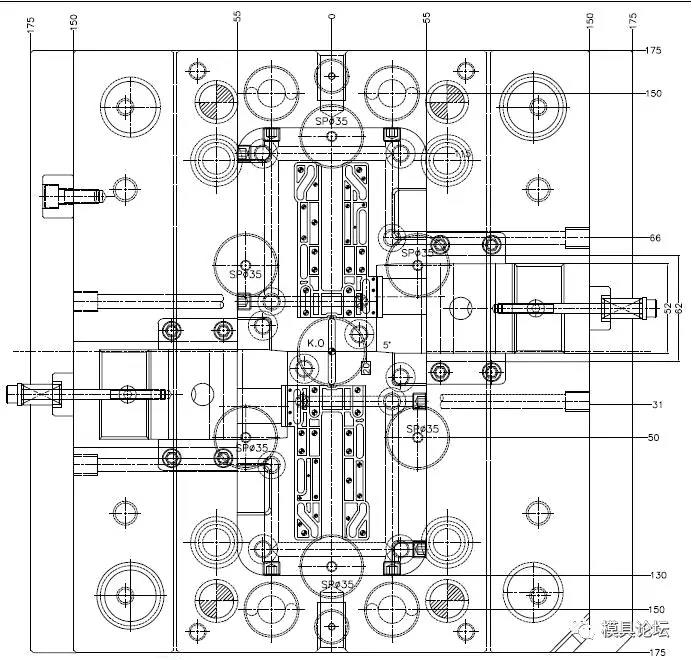
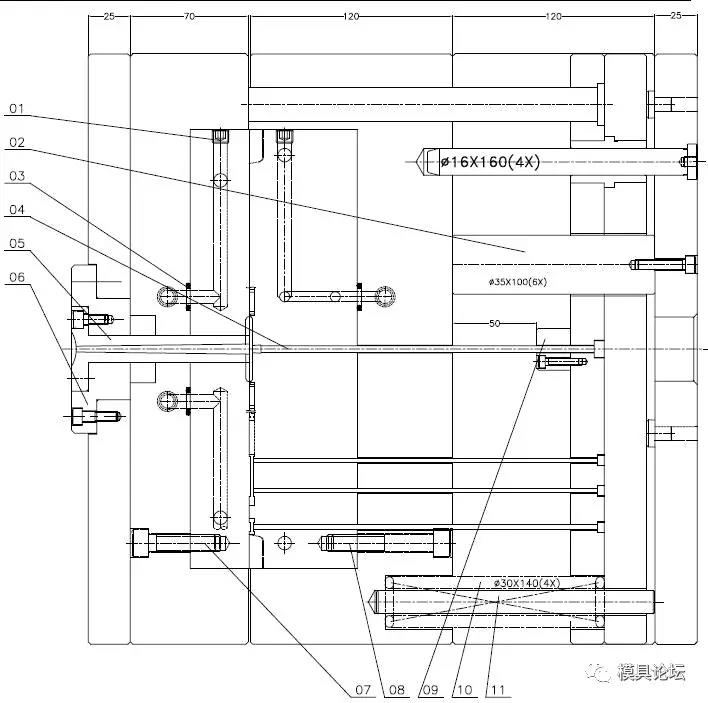
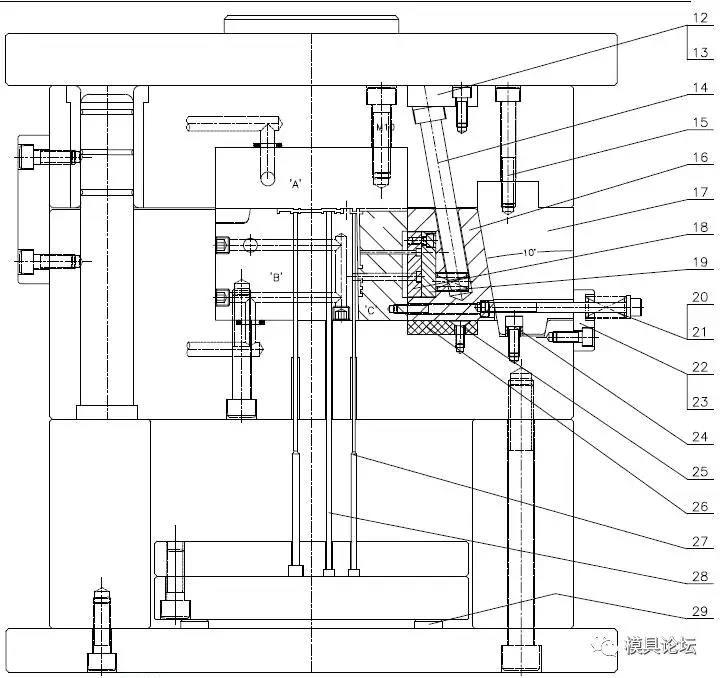
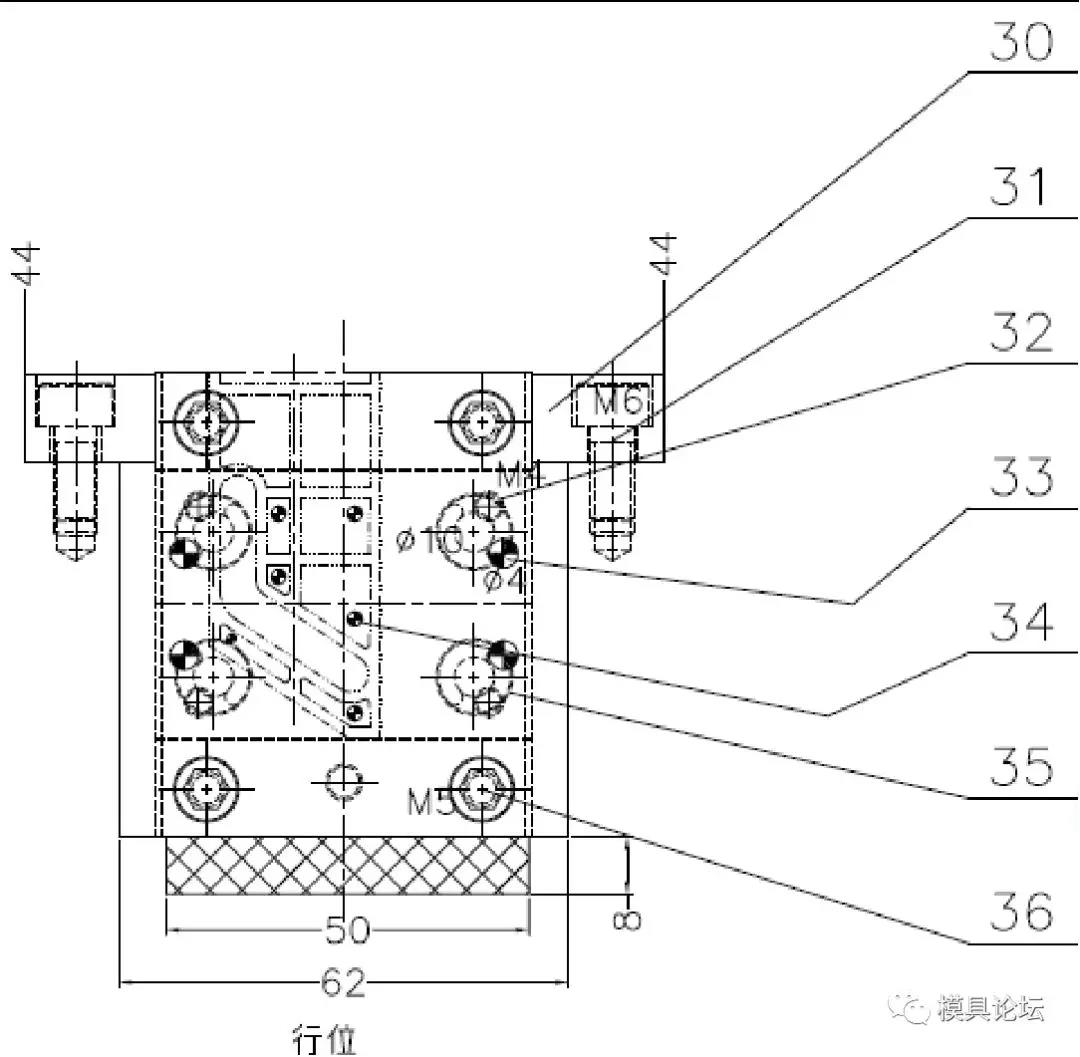
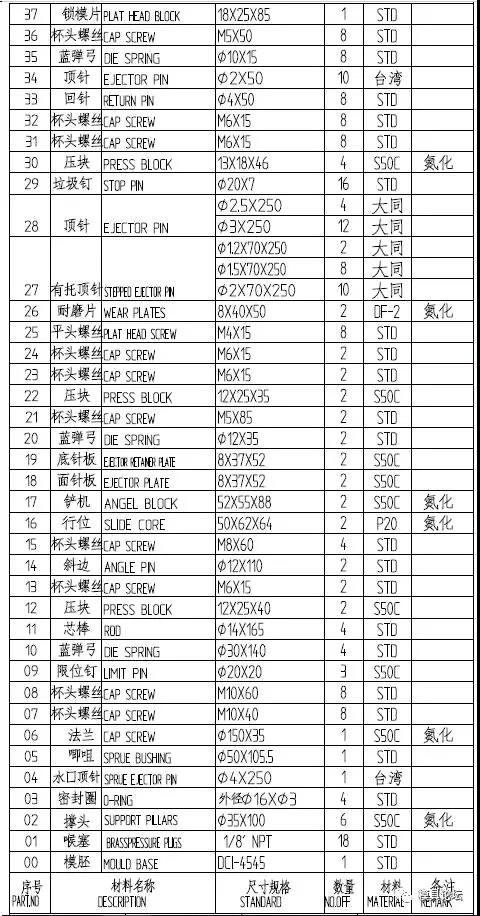
图 2侧板模具图
-End-
PS.
原创文章版权归模具论坛(www.mouldbbs.com)所有,本平台对转载的内容持中立观点,仅供读者参考,本平台将不承担任何责任。如文章图片涉及版权问题,请与我们联系,我们将在第一时间处理,谢谢!
上一篇:原创:汽车前大灯反射镜模具设计
侧板注射模具设计
图 2侧板模具图
-End-
PS.
原创文章版权归模具论坛(www.mouldbbs.com)所有,本平台对转载的内容持中立观点,仅供读者参考,本平台将不承担任何责任。如文章图片涉及版权问题,请与我们联系,我们将在第一时间处理,谢谢!
上一篇:原创:汽车前大灯反射镜模具设计