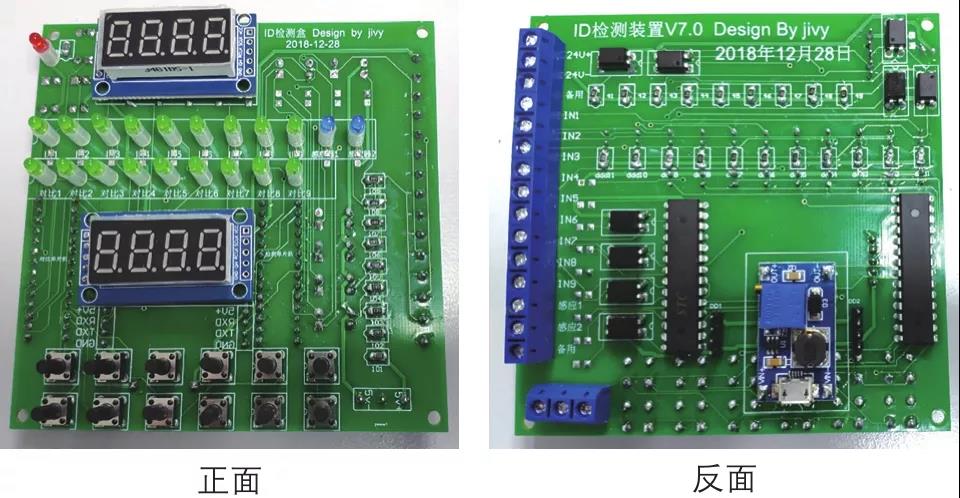
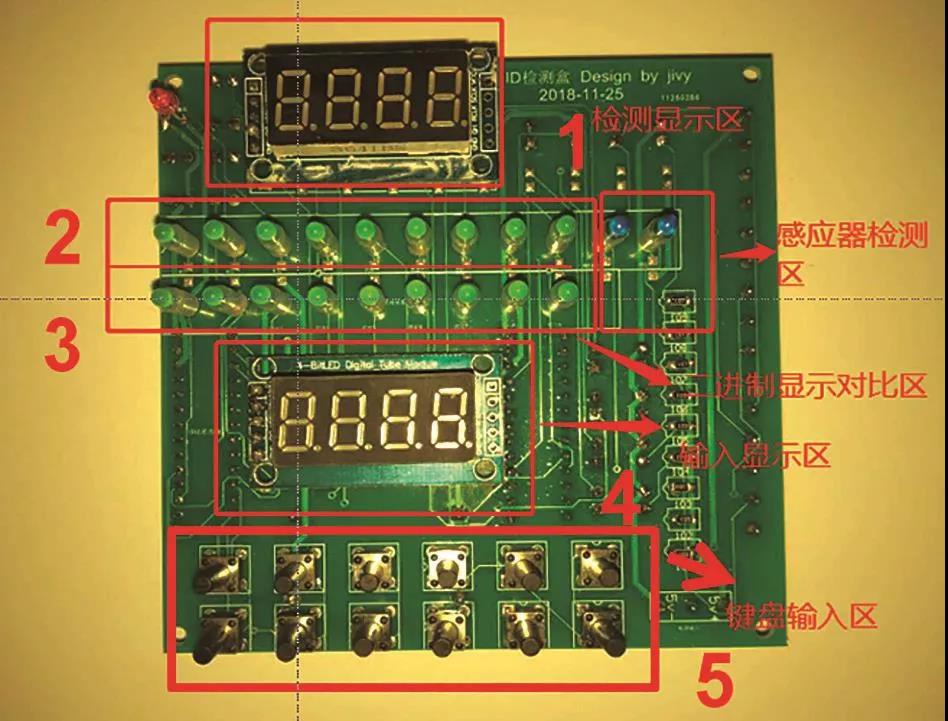
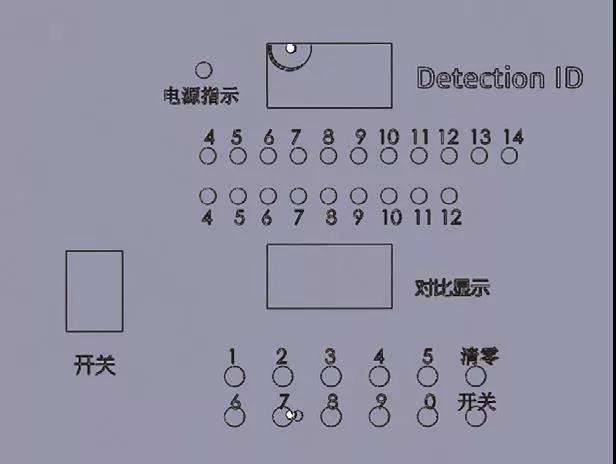
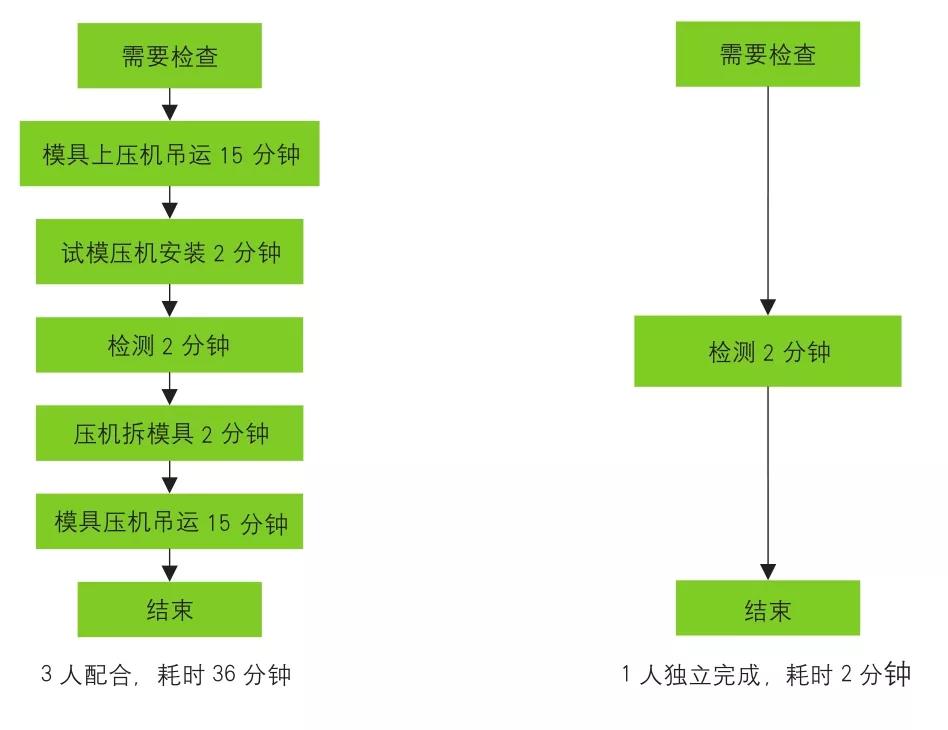
冲压模具ID和感应器离线检测装置的设计
—— 来源:《锻造与冲压》2019年第16期
上一篇:4Cr5Mo2V热作模具钢TTT曲线测定及球化退火工艺探索
下一篇:造成压铸模具损坏的原因解析及防治措施
相关新闻